


我们为您准备了冷拔专用管支持定制产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:吉林通化冷拔专用管支持定制的图文介绍
只要来聚旺物资(通化市分公司)签订 热镀锌管订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 热镀锌管产品的信任与支持。凡是我们公司 热镀锌管产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。


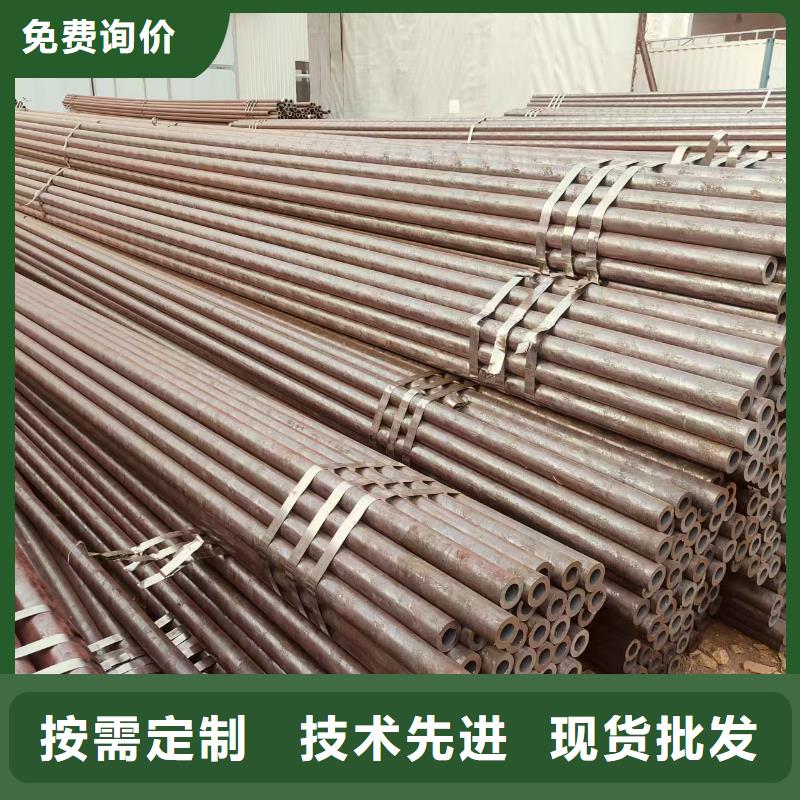
挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。斜轧法和挤压法都必须先将管坯或钢锭加热,生产的钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将钢管通过拔管模拉拔,使钢管逐渐变细、吉林通化附近伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。无缝钢管的冷加工,可以进步钢管的尺寸精度和加工光洁度,改善材质的机械性能等。生产工艺播报编辑钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的条件下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上,再经张力减径机(张力减径机共有24道次)轧制成各种外径与壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外 ,通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。






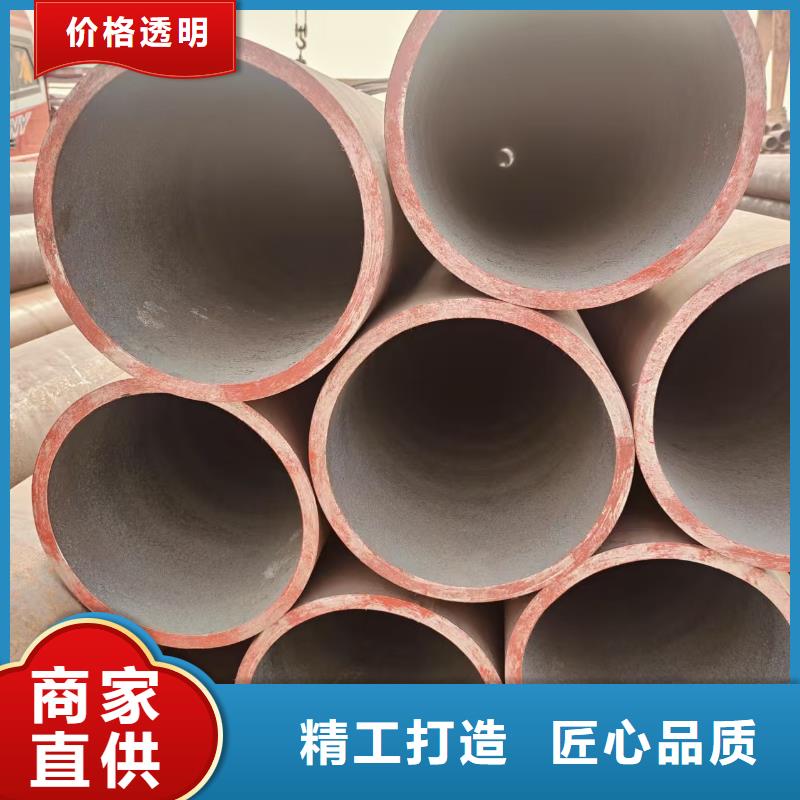
用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、吉林通化千斤顶套等,目前已广泛用钢管来制造。钢管还是各种常规武器不可缺少的材料,枪管、吉林通化本地炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、吉林通化本地矩形管抗弯强度大,一些农机具骨架、吉林通化本地钢木家具等就常用方、吉林通化本地矩形管。根据不同用途还需有其他截面形状的异型钢管。20G无缝管是一种具有中空截面、吉林通化附近周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、吉林通化天然气、吉林通化本地煤气、吉林通化同城水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、吉林通化同城汽车传动轴、吉林通化当地自行车架以及建筑施工中用的钢脚手架等。



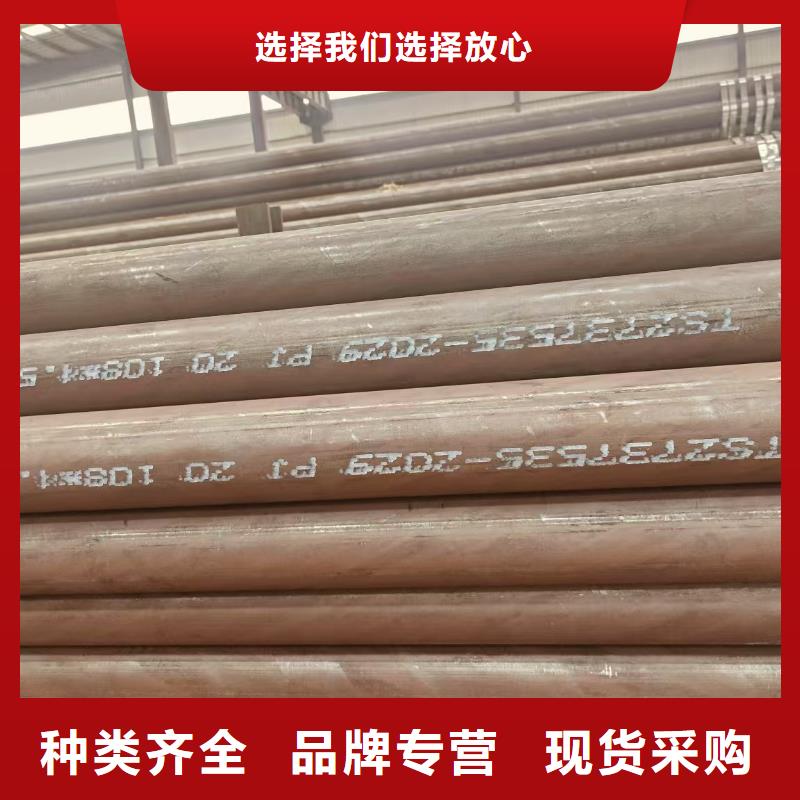
无缝管的生产是一个复杂而严谨的过程,涉及多个关键步骤和注意事项。以下是对无缝管生产过程的详细解析以及需要注意的事项:无缝钢管的生产过程无缝管的生产过程主要包括以下几个步骤:原料准备:原料主要是钢板或钢带,其质量对无缝钢管的终质量有至关重要的影响。因此,需要仔细检查原料的表面质量、吉林通化附近化学成分和机械性能等指标。加热与穿孔:将原料加热到一定的温度(如1,300 °C),使其变软并易于塑形。使用穿孔机将加热后的原料穿孔,形成空心的厚壁毛管。穿孔过程中,原料会不断旋转和前进,以确保形成的毛管内壁光滑。热轧或冷轧:热轧:毛管经过热轧机进行轧制,通过多道次轧制逐渐减薄壁厚,形成接近成品尺寸的荒管。热轧过程中,需要严格控制加热温度、吉林通化本地轧制速度等参数,以防止材料性能下降或产生裂纹。冷轧:对于需要更高尺寸精度和表面质量的产品,可以采用冷轧工艺。冷轧通常在二辊式轧机上进行,通过多次轧制达到所需的尺寸和表面质量。冷拔:冷拔工艺是在常温下对无缝钢管进行拉伸,以进一步减小其外径和壁厚。冷拔过程中需要控制拔制速度和减径率,以防止钢管内部产生裂纹。精整与热处理:精整工艺包括切头、吉林通化去毛刺、吉林通化同城矫直、吉林通化当地酸洗、吉林通化本地冷处理、吉林通化本地热处理等步骤。酸洗时要注意防止过酸腐蚀钢管表面;热处理则用于残余应力、吉林通化附近改善组织结构、吉林通化同城提高力学性能。检验与入库:
